
Broşlama, geometrik olarak belirli kesici ağızları bulunan broş (tığ) adı verilen kesici takımla, talaş kaldırma işlemidir.
Broşlamada; broşlama takımları, genel olarak bir , iş parçalarının iç veya dış yüzeyleri, profil verilmiş bir kalıp vardır. Broşlama, seri imalatta yüksek yüzey kalitelerinde ve büyük şekil tamlığındaki profillerin imal edilmeleri gereken yerlerde kullanılır. Broşlama (boşaltma) takımı çok pahalı olduğundan, ancak büyük miktarlardaki parçalar için ekonomiktir.
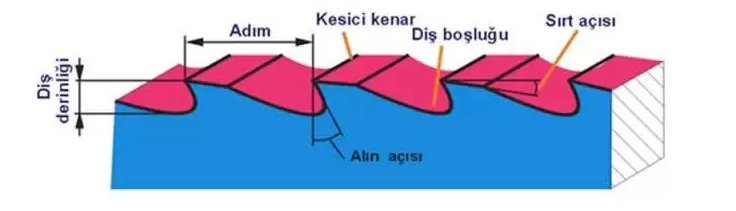 Broş takımı diş geometrisi
Broş takımı diş geometrisi
Broşlama metodu iç broşlama ve dış broşlama olmak üzere gruplara ayrılır.
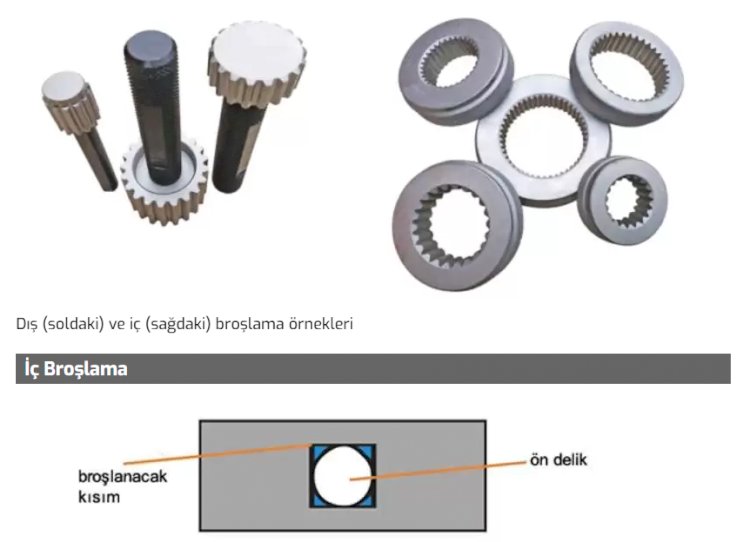
İç yüzeylere broş çekileceği zaman, parça üzerinde broşlama deliğinin olması gerekir. iç broşlamada, profiller bir delikten dışa doğru broşlanırlar. iş parçası bağlanmaz, sadece mil ve takımın kızağı üzerinden sürülür ve tezgahın iş parçası dayama kalıbının üstüne düz olarak konulur. Broşlama takımı delikten geçirilen çekme sapından çekilir ve istenen profil elde edilir.
Civata broşlamada (helisel kanal açmada) broşlama takımının dişleri cıvata şeklinde yapılmıştır. iş parçası dönebilecek şekilde yataklandırılmış, alıcı (tutucu) ağız içine yerleştirilmiştir.
Deliğe broşlama ve 4 taraflı kama kanalı açma (yukarıda) Broşlama esnasında dişlerin yan tarafları vasıtasıyla, broşlanması icap eden kanalın eğim açısını sağlayacak şekilde iş parçası döndürülür.
Dış Broşlama
Dış broşlamada takım, dıştan iş parçası boyunca kılavuzlanır. Büyük kesme ve sıkıştırıp çıkarma kuvvetlerinden dolayı takımın rijit olarak bağlanmış ve desteklenmiş olması gerekir.
Parça etrafının (Çevresel) Broşlamanmasında (Tüp ve çanak broşlamada) takım iş parçasının etrafını tamamen kuşatır ve örneğin bir çekmede bir dış dişin broşlama işleminin yapılmasını mümkün kılar. Takım parçalıdır.
Kaynak: www.makinaegitimi.com/broslama-tig-cekme-nedir-nasil-yapilir/

